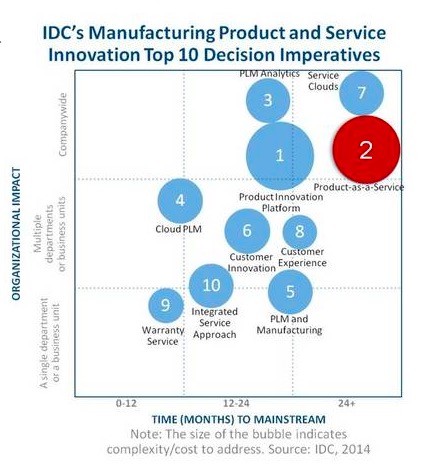
Software-as-a-Service (SaaS) is a software licensing and delivery model in which you are buying software subscription and software is typically centrally hosted. Here is a potentially big news – SaaS model is proliferating into manufacturing. Welcome Product-as-a-Service (don’t be confused with PaaS- Platform as a service). According to IDC report, manufacturing companies have seen some potential in after sales services and support. There is a good chance soon we will be buying services and not manufactured product. Here is a passage from IDC article to explain more.
By 2018, 40% of Top 100 discrete manufacturers and 20% of Top 100 process manufacturers will provide Product-as-a-Service platforms. Leading manufacturers have seen the potential that after-sales service revenues hold, with some generating up to 50% of their profits from after-sales sources. As manufacturers apply service innovation to their efforts, the product becomes a platform to deliver business outcomes and tangible value. IDC Manufacturing Insights defines product-as-a-service as the transformation of service from a standalone function within a manufacturing organization into an integrated product and service offering that delivers value in use. Manufacturers transition from selling physical products to selling the business outcomes the products will deliver.
Among the IT impacts we see as a result of product-as-a-service are the need for IT to support a global service delivery network with systems that enable the process flow for this new business model. Major systems, from customer management to service parts planning to finance and accounting will need to be altered and brought in alignment with how the product-service is brought to market. The change necessary is not to be underestimated, which is why we see approximately 40% of manufacturing reaching out to external IT service providers to assist with the implementation of product-service systems.
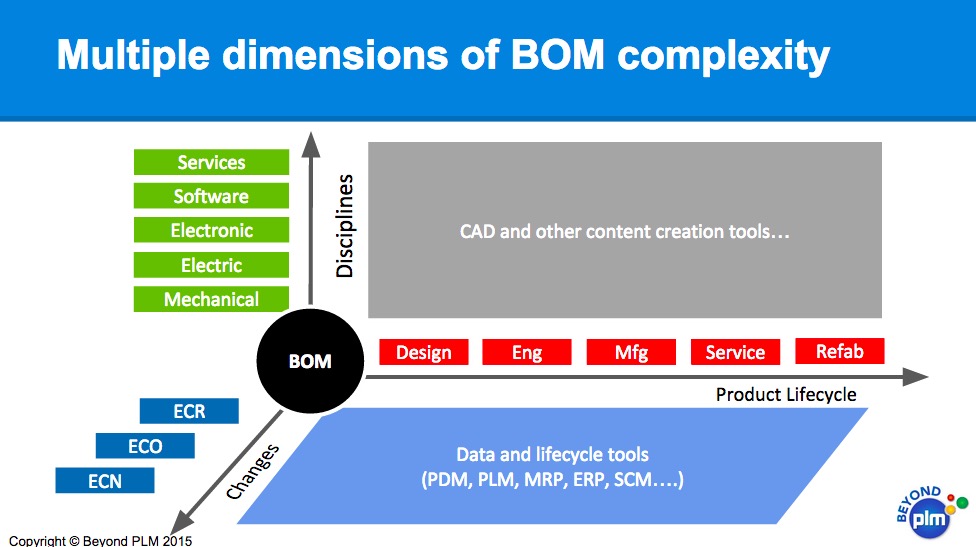
To transform organization to sell services from selling products is a big deal. As it was mentioned above, it will bring significant challenges to transform existing IT systems. However, it made me think about challenges it can also bring to product lifecycle management environment and its core – BOM management.
The article Bill of Materials (BOM): Necessary or Just Nice to Have? from SparePartsKnowHow blog speaks about the role of Bill of Materials in services and spare part management. The article brings some interesting controversy around the need to have an up-to-date bill of materials in service. The article is very practical and I specially liked some examples. Here is my favorite passage:
If you choose to go down the path of software optimization (a theoretical approach) you probably do need to ensure that your BOMS are up to date. However, if you apply a pragmatic and process based approach such as the Inventory Cash Release process then the BOMS are less important. This type of approach forces you to look at the issues that drive your spare parts holdings.
These issues are not related to how many machines you have that use the part, they are almost universally related to the processes in place for spare parts management. These include: the basis of decision making (emotional, logical or data based), supplier relations, commercial arrangements, supply chain, procurement, planning, team behavior, and accountability. These are the most obvious examples.
From direct experience I can say that without a doubt these issues have far greater effect on your spare parts holdings than knowing whether you have X machines that use part Y. Of course the number of machines requiring a part will be an influence on the required holding levels, as it impacts demand, however, for the vast majority of companies their spare parts levels are far more influenced by the issues listed above and addressing these is the best approach for reviews and optimization.
That discussion reminded me very old disputes between Order Point and MRP strategies. It is clearly better to manage inventory by knowing what organization is manufacturing rather than maintaining a specific level of inventories. Moving into modern IoT era, I can see even more potential to correspond to a specific product requirements and needs to manage services and maintenance operation.
To have exact BOM of products in service can be tricky. This type of information is not well maintained by manufacturing organizations (especially, it is related to manufacturers that not using Serial Number BOM). It can be a challenge for this organization to move into more intelligent BOM management practices to bring up-to-date BOM in service management.
What is my conclusion? Manufacturing organizations will have to transform to support "Product-as-a-Service" model. It might create some significant IT challenges. One of potential challenges is the need to manage bill of materials for physical products in service and operation. The importance of BOM management will depend on specific "service management practices". We are going to see the evolution of these practices and related PLM technologies in coming years. Just my thoughts…
Best, Oleg
Image courtesy of pakorn at FreeDigitalPhotos.net